Профилисани лимови се широко користе у индустријској и цивилној грађевини. Међутим, они се не праве ручно. Како је уређена линија за производњу валовитог картона, шта су и које су разлике - касније у чланку.
Пре него што директно размотрите опрему, како бисте боље разумели како се одређују њене карактеристике, требало би да одлучите које су врсте валовите плоче. На крају крајева, параметри финалног производа одређују избор опреме за његову производњу.
 Децкинг, чак и са најмањом вредношћу валовитости (8 мм за модификације зидова), испоставља се много јачим од обичног, поцинкованог челичног лима, од којег је направљен.
Децкинг, чак и са најмањом вредношћу валовитости (8 мм за модификације зидова), испоставља се много јачим од обичног, поцинкованог челичног лима, од којег је направљен.
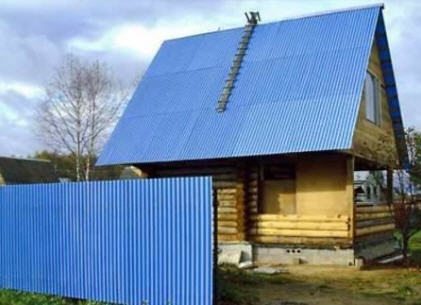
Уздужни рељеф обезбеђује његову додатну крутост.Због тога га градитељи широко користе у различите сврхе: ограде и зидове индустријских зграда, као кровни материјал, за међуспратне плафоне, па чак и као фиксну оплату.
Зидови и кровови од валовитог картона не оптерећују зграде и имају одличну непропусност (фуснота 1).
Наравно, различити задаци захтевају различите карактеристике, а самим тим и линије за производњу валовитог картона.
Све технолошке информације о потрошачким квалитетима садржане су у самом обележавању валовитог картона, са којим се морате претходно упознати како одабрати валовити кров.
За његову производњу постоји државни стандард - ГОСТ 24045-94, где су регистроване све карактеристике које се одражавају у бренду.
На пример, Ц44-1000-0,4 значи:
- Ц - намена материјала
- 44 - висина валовитости
- 1000 - корисна, или монтажна ширина листа
- 0,4 - дебљина коришћеног метала
Класификација валовитих плоча (фуснота 2):
- СА - зидни подови користи се за изградњу ограда, зидова и преграда
- Х - кровна валовита плоча се користи за покривање кровова
- ХЦ - користи се као кровни покривач и као валовита плоча за зидове
Важна информација! За производњу свих стандардних валовитих лимова користи се лим ширине 1250 мм. Различите ширине финалног производа (по правилу, од 750 до 1150 мм) одређују се одласком материјала до висине набора: што је већи профил, то је мања ширина. Међутим, истовремено се пропорционално повећава и снага.
Дужина листова, у складу са ГОСТ-ом, може бити од 2,4 за зид и 3 м за мешане и кровне материјале, до 12 м за све врсте.
Међутим, због чињенице да је материјал ваљан, по наруџбини, произвођачи су спремни да исеку своје производе на било коју величину погодну за купца.
Кровни материјали такође, у већини случајева, имају посебан жлеб за капиларну дренажу на врху ребра са спољашње стране.
Као сировина за производњу валовитог картона користи се само поцинковани ваљани метал. Може имати дебљину од 0,35 до 2 мм. Стандардни спољни пречник ролне је 1,2 м, док дужина лима у њему зависи од дебљине метала.
Челик може имати или конвенционални премаз цинка или додатни слој заштите од лакираног материјала или полимера.
У овом случају, премаз се може наносити једнострано или обострано, у случају двостраног наношења може се извести једним или различитим материјалима.
Важна информација! Најпоузданији и издржљивији је валовита плоча обложена синтетичким полиестерским материјалима. Али је и најскупљи и најподложнији механичким оштећењима заштите. Међутим, последњи недостатак је ублажен присуством на тржишту специјалних једињења за поправку.
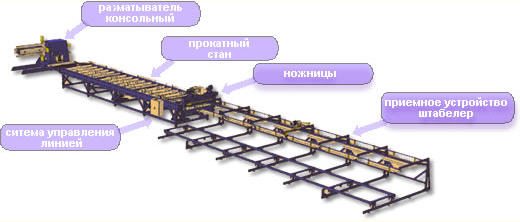
Типична шема линије за производњу валовитог картона укључује, по правилу, пет главних уређаја:
- Размотач - ролна челичног лима се ставља на њено осовину и држи да се убаци на место обраде
- Млин за формирање је главни елемент линије, где се одвија стварно профилисање траке од материјала који се испоручује.
- Контролна јединица - овде можете укључити, искључити и програмирати параметре за радне уређаје
- Гиљотинске маказе - уз њихову помоћ, готов профил се исече на листове
- Пријемни сто - по правилу одговара димензијама листа који се тренутно производи (ширина стола је фиксна, а дужина се може подесити). Овде се готови производи слажу и пакују за накнадну отпрему у складиште.
Важна информација! Неки реномирани произвођачи опреме који производе различите линије за производњу: производњу валовитог картона, металних плочица, других врста ваљаних производа, опремају своје производе додатним уређајима. На пример, то може бити сто за храњење који се налази између одмотача и машине за формирање, или маказе за одсецање, које доприносе брзој промени ролне. Наравно, такви додаци позитивно утичу на технолошки процес, а самим тим и на квалитет готовог лима.
Међутим, главни елемент било које линије је ваљаоница. Састоји се од симетричних парова осовина (постоља) уграђених на рам, који услед механичке компресије формирају набор на листу, котрљајући траку кроз себе.
Што је њихов број већи, добија се дубљи профил. На крају крајева, трака се не може једноставно узети и на улазу у млин поставити на жељену кривину (ширина сировине је већа од ширине готовог производа).
У овом случају, метал ће у најмању руку изгубити своју пластичност на кривинама и, највероватније, ће се сломити. Поред тога, у овом случају ће бити веома тешко растегнути га кроз форму.

Приликом проласка оригинални материјал се деформише од мањег савијања до већег. Сходно томе, пречник формирајућих цилиндара расте од пара до пара, а растојање између њих се смањује, све до последњег постоља, где валовита плоча добија планирану величину.
У вези са описаним карактеристикама технологије, практично је немогуће производити производе различитих профила на истом млину.
Сваки тип захтева сопствену ширину лежаја на месту уградње постоља, као и одговарајући пречник цилиндара. Међутим, постоје модели који омогућавају производњу материјала са истом висином валовитости, али са различитим ширинама листова.
Теоретски, могуће је произвести и друге, не велике разлике у висини набора, ваљане производе. Међутим, у овом случају ће вам требати комплетан сет опреме, укључујући постоље и гиљотинске маказе.
Узимајући у обзир трошкове монтажних радова, такво решење са финансијске тачке гледишта неће се много разликовати од постављања нове линије. Оно што сваки произвођач може да варира је дебљина метала, врста његовог премаза и дужина готове валовите плоче.
На рам је као погон уграђена електрична централа, чија снага одређује максималну дебљину обрађеног метала и брзину ваљања.
Међутим, млин не само да сам обавља главни посао, већ је и носећа конструкција за део остатка опреме – барем контролну јединицу и гиљотину, која такође игра важну улогу.
Гиљотине маказе обухватају било коју линију производње професионалних подова. Понављају геометрију излазног профила и имају хидраулички, електромеханички, ређе пнеуматски погон.
Квалитет производа у великој мери зависи од њих, јер ивица валовитог картона не би требало да има неравнине, а кривина формирана на месту реза не би требало да утиче на дужину лима за више од 0,5 мм (према ГОСТ-у).
Пошто су резне ивице маказа главни радни елемент који утиче на ове индикаторе, они периодично захтевају оштрење или замену.

За контролу читавог скупа механизама користи се контролна јединица. На почетку производног процеса програмира се за одређену дебљину изворног материјала, врсту премаза, а овде се поставља и потребна дужина лима.
Ови уређаји имају електронику за искључивање линије у случају проблема.
Опремљен таквим контролером, линија за производњу валовитог картона сматра се полуаутоматском. То је због чињенице да се пуњење нове металне траке када се стари ролни заврши ручно.
Остатак времена, особље (које на већини линија представља један радник) остаје да посматра одсуство кварова - опрема ће све урадити сама.
А сада само треба да се упознате упутства за постављање крова од лимаи ваш дом ће се трансформисати!
Извори информација
- Чланак из
- Највећи произвођач кровних материјала
Да ли вам је чланак помогао?